Начальным этапом при изготовлении интегральных микросхем (ИС) является производство пластин монокристаллического кремния. К пластинам предъявляются высокие требования, связанные со спецификой их дальнейшего применения в качестве подложек. На подложках методом планарной технологии формируют элементы полупроводниковых приборов и микросхем, имеющие микронные и субмикронные размеры. Для создания таких элементов требуется идеальная форма пластин, отсутствие дефектов и загрязнений на их поверхности. Состояние поверхности подложек является одним из фундаментальных факторов, определяющих качество и надежность ИС.
При правильно построенном технологическом процессе на рабочей поверхности пластин не должно быть дефектов и нарушений от предыдущих обработок. Основными дефектами нарушенного слоя после резки слитков на пластины являются микротрещины, а также скопления дислокационных петель. Глубина нарушенного слоя определяется глубиной наиболее глубоких микротрещин. Пластина после резки не обладает требуемыми размерами и глубиной нарушенного слоя. Толщина пластин, задаваемых при резке слитков, больше, чем стандартная используемая в процессе изготовления ИС, для возможности удаления с поверхности пластины неровностей, механических повреждений и слоев дефектной кристаллической структуры, которые остаются после резки.
Условно технологический процесс получения пластин можно разделить на следующие стадии:
• резка слитка на пластины.
• снятие фаски уменьшает опасность появления сколов и трещин на кромке пластины.
• шлифовка удаляет нарушенный слой после резки, обеспечивает требуемые размеры, форму пластин.
• приклеивание пластин к блокам для монтажа пластин для последующего проведения финишной полировки рабочей поверхности пластины.
• финишная полировка обеспечивает получение поверхности с минимальной глубиной. нарушенного поверхностного слоя и шероховатостью.
• химическая очистка.
• контроль.
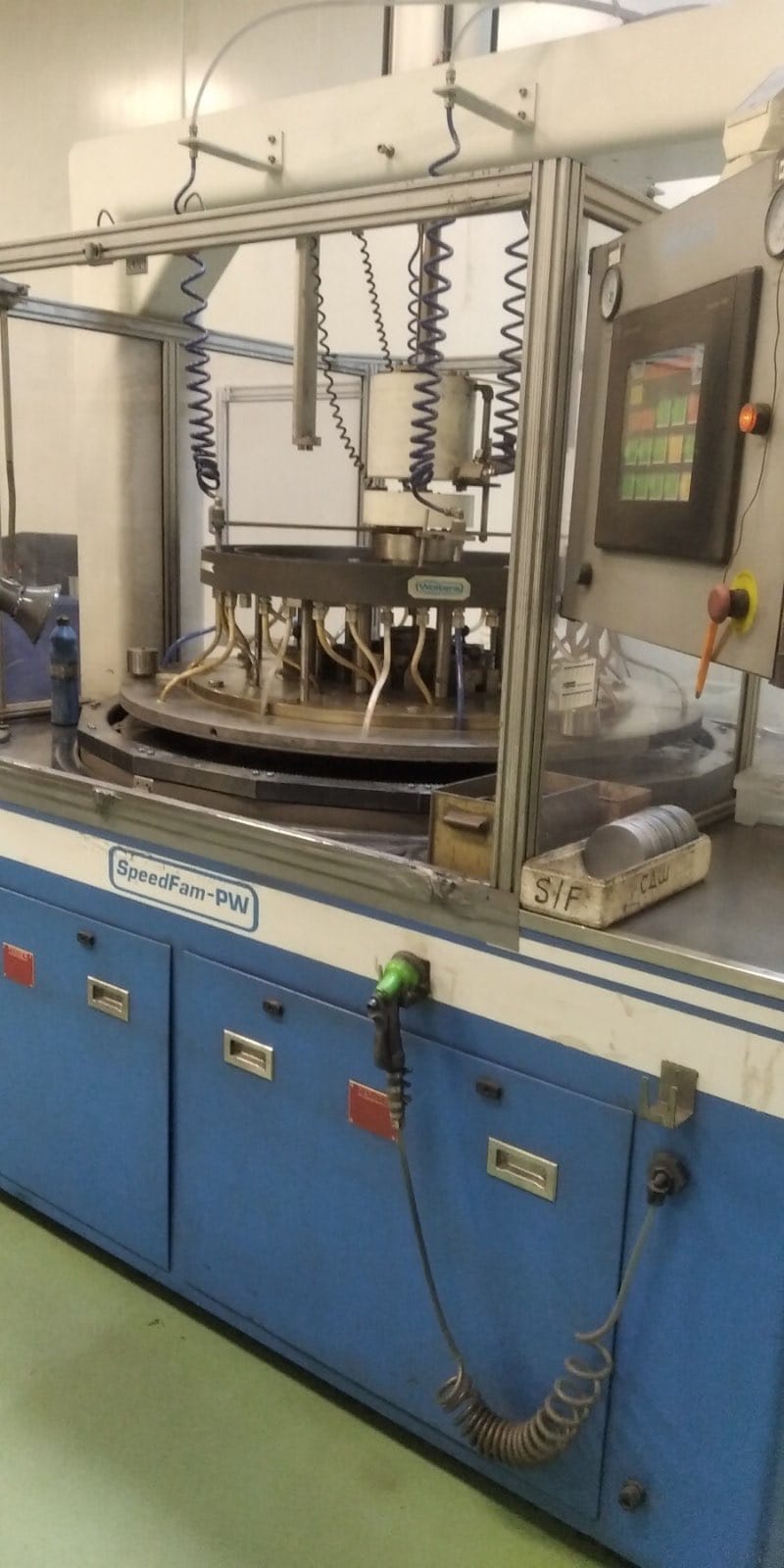
Установка двусторонней шлифовки и полировки кремниевых пластин.
Принцип работы шлифовки: Пластины помещаются в носители изделий (сепараторы) между двумя шлифовальными столами (плитами) и шлифуются с обеих сторон абразивной суспензией, которая удаляет нарушения и создает «идеальную» форму и поверхность пластины. Процесс микро резания большим массивом зерен обеспечивает однородную структуру поверхности. В качестве абразивных порошков используют электрокорунд на основе окиси алюминия. Механическое полирование алмазными микропорошками образует на поверхности пластины алмазный фон.
Принцип работы полировки: Блоки, на которые наклеены пластины, устанавливаются на полировальный стол при помощи пневматического манипулятора и закрепляются на полирующих головках. Рабочая поверхность пластины полируется химико-механическим методом, подвергаясь одновременному воздействию химически активной среды и механических частиц. Механической составляющей суспензии являются абразивы, содержащие оксиды (IV) кремния и циркония, химически активной средой служат щелочные растворы pH 9-11. Толщина нарушенного слоя пропорциональна размеру зерна абразива и совокупности режимов химического и механического процесса полировки. Данный процесс фактически дает поверхность, не имеющую повреждений и дефектов. При этом поверхности пластин должны в идеале быть плоскопараллельными, иметь локальную плоскостность и однородность. При полировке последовательное применение более точных шлифовальных абразивных материалов позволяет свести к минимуму нарушение слоя кристаллической структуры кремния.